
Auto body shops across the United States are under consistent pressure to reduce cycle times without compromising finish quality. A vehicle that leaves the shop with an uneven cure, surface defects, or poor coating adhesion reflects directly on the shop’s reputation and creates costly rework. Much of that outcome depends on a decision that is often made once and rarely revisited: which curing system the shop uses and whether it matches the actual production environment.
Choosing a curing system is not simply a matter of selecting equipment that fits the budget. It involves understanding the nature of the coatings being applied, the physical constraints of the shop’s layout, the volume of vehicles being processed, and the heat sensitivity of materials that must not be damaged during the curing process. Getting this decision right the first time prevents a range of downstream problems that are difficult and expensive to correct.
Table of Contents
Understanding What Paint Curing Systems Actually Do
Paint curing systems are not dryers in the conventional sense. They do not simply remove moisture from a wet coating. Instead, they apply controlled heat energy to initiate or accelerate a chemical reaction within the coating itself, causing it to harden, bond to the substrate, and reach its designed performance characteristics. The distinction matters because different coatings require different types of energy delivery to cure correctly, and selecting the wrong method can result in a finish that appears acceptable on the surface but fails prematurely under real-world conditions.
Shops that want to evaluate their options in detail will find that the range of available paint curing systems varies considerably in terms of how they generate and transfer heat, how long they take to bring a panel to the required temperature, and how suitable they are for different panel types, coating chemistries, and shop configurations.
The Difference Between Convection and Infrared Curing
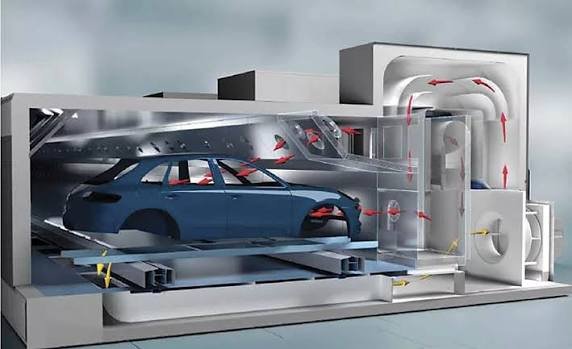
Convection curing works by heating the air surrounding the vehicle or panel. The heated air transfers energy to the surface gradually, which means the entire environment must reach a uniform temperature before the coating begins to cure. This method is well established and works reliably for full-vehicle curing in enclosed booth environments. However, it takes time to bring the air mass up to temperature, and the energy is distributed across the entire space rather than directed at the coated surface specifically.
Infrared curing works differently. It delivers radiant energy directly to the coated surface, which absorbs that energy and converts it to heat at the molecular level. This approach can significantly reduce the time required to reach curing temperature, and because energy is directed rather than ambient, it can be applied to specific panels or zones without heating the entire surrounding environment. Each method has conditions under which it performs well and conditions under which it is less suitable, and the shop’s work mix will largely determine which approach is appropriate.
Matching the System to the Shop’s Coating Chemistry
Not all coatings behave the same way under heat. Waterborne basecoats, solvent-based clearcoats, urethane primers, and specialty coatings each have distinct curing requirements. Some are more sensitive to rapid temperature increases, while others require sustained heat over a longer period to cure through their full depth. A shop that primarily uses waterborne coatings, for example, needs a system that can efficiently manage the flash-off phase before the topcoat is applied, as moisture trapped beneath the coating can cause adhesion failure.
Why Coating Manufacturer Specifications Must Drive Equipment Decisions
Coating manufacturers publish specific temperature and time requirements for each product, and those requirements are not suggestions. They are the conditions under which the product chemistry was validated. When a shop selects a curing system that cannot reliably reach or maintain the required temperature range, the coating may not fully cross-link, leaving it susceptible to scratching, staining, or early breakdown. Shops should collect the technical data sheets for every coating product in regular use and compare those requirements against the performance range of any system under consideration.
This step is often skipped, particularly when shops are upgrading equipment under time pressure. The result is equipment that works well for some products in the shop’s inventory and poorly for others, creating inconsistency across jobs that is difficult to diagnose.
Evaluating the Physical Constraints of the Shop Environment
The physical layout of an auto body shop has a direct influence on which curing systems are practical. Shops with dedicated downdraft spray booths have a different set of options than shops working in open bays or smaller facilities with limited ceiling clearance. The electrical infrastructure of the building also matters, as high-capacity curing equipment may require dedicated circuits or three-phase power that is not always present in older or smaller facilities.
Portable vs. Fixed System Configurations
Fixed curing systems are integrated into the spray booth or a dedicated curing area and are designed for consistent, repeatable use in a defined space. They offer stability, but they commit the shop to a specific workflow and require that vehicles or panels move through that space to benefit from the system.
Portable curing units offer flexibility that fixed systems do not. They can be repositioned as needed, used in multiple bays, and directed at specific repair zones without requiring the full vehicle to enter an enclosed curing area. For shops handling spot repairs, blending work, or partial repaints, portable systems can reduce idle time and allow more vehicles to progress through the production cycle simultaneously. The trade-off is that portable systems require discipline in setup and positioning to deliver consistent results, and that consistency depends on the operator’s familiarity with the equipment.
Considering Throughput and Production Volume
A shop processing a high volume of vehicles per week has different curing requirements than a smaller operation handling a modest number of complex repairs. High-volume shops need systems that can cycle quickly, minimize the time each vehicle spends in the curing phase, and do so reliably across extended operating hours. A system that performs well for an occasional job may not hold up under the thermal stress of continuous daily use.
Calculating the Real Cost of Curing Time
Curing time is a component of total cycle time, and cycle time is directly tied to the number of vehicles a shop can complete in a given period. A system that reduces curing time by a meaningful amount on each job compounds across dozens or hundreds of jobs over the course of a month. Shops evaluating equipment should calculate not just the purchase price but the operational impact of faster or slower curing on their overall throughput capacity.
This calculation should also account for energy consumption. Systems that reach operating temperature quickly and direct energy efficiently to the target surface tend to consume less energy per job than systems that heat a large volume of air over an extended period. Over time, this difference contributes meaningfully to operating costs, particularly in regions where electricity rates are high or where shops operate extended hours.
Assessing Safety and Material Compatibility
Heat-based curing equipment introduces safety considerations that must be addressed before deployment. High-temperature systems in environments where flammable solvents or aerosols may be present require proper ventilation, temperature controls, and adherence to safety standards. The Occupational Safety and Health Administration outlines requirements for hazardous environments that apply directly to finishing and curing operations in auto body facilities, and shops should review those guidelines as part of any equipment evaluation.
Beyond human safety, material compatibility is a practical concern. Modern vehicles use a wide range of plastics, composites, adhesives, and electronic components that are sensitive to heat. A curing system that delivers excessive or poorly directed heat to a panel can warp plastic trim, damage seals, or affect components that were not intended to be exposed to elevated temperatures. Infrared systems that allow precise targeting and adjustable intensity offer more control in this respect than ambient heat systems, which raise the temperature of the entire surrounding environment.
Building a Selection Process That Holds Up Over Time
The framework for choosing a curing system should be structured rather than reactive. Shops that select equipment based on immediate price or a single vendor’s recommendation often find themselves revisiting the decision within a few years as their production needs or coating mix changes. A structured approach looks at coating requirements first, then physical constraints, then production volume, then safety requirements, and finally total cost of ownership over a realistic operating period.
Consulting with coating suppliers about which curing methods are validated for their products is a straightforward step that is often underused. These conversations can clarify whether a system under consideration will deliver consistent results across the shop’s full range of coating products, or whether compromises will emerge over time.
Shops should also consider the availability of technical support and replacement parts for any system they purchase. Equipment that becomes unavailable for service at a critical time creates production disruptions that are difficult to absorb, particularly in smaller operations where every bay contributes to daily output.
Conclusion
Selecting the right paint curing system for an auto body shop is a decision with long-term consequences for quality, efficiency, and operating costs. It requires an honest assessment of the shop’s coatings, layout, volume, and safety environment before any equipment is evaluated. Shops that take the time to work through these factors systematically are in a much stronger position to choose equipment that performs reliably over its full service life and supports consistent, high-quality results on every job. The investment in a careful selection process pays back through reduced rework, lower energy consumption, and a production workflow that holds up as the shop grows and its work mix evolves.
-

-

-

-

-

-

